������E��
 ���_�[�̌��{�͌����Ƃ��ĎO�H�`���ŏ�����
���܂����A���o�͂���ʂł���Ȃǐ�������
�������߂ŁA�ǂ̋@��ł����ʂ̘b���ł��B
�o�͂ڂ��̏�ŏo���Ă��܂����A�����
�����̓s����ł��B
���_�[�̌��{�͌����Ƃ��ĎO�H�`���ŏ�����
���܂����A���o�͂���ʂł���Ȃǐ�������
�������߂ŁA�ǂ̋@��ł����ʂ̘b���ł��B
�o�͂ڂ��̏�ŏo���Ă��܂����A�����
�����̓s����ł��B
������E��
���_�[�̌��{�͌����Ƃ��ĎO�H�`���ŏ�����
���܂����A���o�͂���ʂł���Ȃǐ�������
�������߂ŁA�ǂ̋@��ł����ʂ̘b���ł��B
�o�͂ڂ��̏�ŏo���Ă��܂����A�����
�����̓s����ł��B
�V�[�P���T�Ƃ͂ǂ�Ȃ��̂��A�Ȃǂ̏����̏����͎O�H��I��������
���������[�J���Q�����炢�̍u�K����J���Ă��܂����A���̃e�L�X�g��
�o�Ă��܂��B�e�L�X�g�ɂ͈ꉞ�艿���t���Ă��܂����A�f�B�[���[�ɗ�
�ނȂ�A�ꍇ�ɂ���Ă͉c�Ƃɓd�b���邾���ł��A�����œ���ł��܂��B
�H�ƍ��Z�̓d�C�Ȃł��A�ŋ߂͂�����x���悤�ł��ˁB�s�̖̂{����
��܂����A���������ǂ����̃��[�J�̍u�K��e�L�X�g�����~���ɂ��Ă�
��̂������ł��B
���̌�ł����A�����Ȃ���Ȃ�Ȃ����Ƃ͎R������܂��B����
���Ƃ�A�C���Ɋ��e�ɋ����Ă�����y���g�߂ɓ���ΗL����
�����A���܂ł����Ă����͂ɂ͂Ȃ�܂���B��芸�����d���ɂԂ�
���Ēb������̂���ԂƂ��āA��{�͂�͂��ł��B
�u�`�m�c��H�A�n�q��H�Ȃǂ͉��������A���Ⴀ��̓I�ɂ��̕�����
�ǂ������V�[�P���X�ɂ�����ǂ��̂��낤�v�ƂȂ�܂��B�V�[�P���X��
��{�A���Ƃ��u�X�C�b�`�������Ƃn�m�A������x�����Ƃn�e�e�v�i��
����g�O������j�ȂǁA��{�菇���܂Ƃ߂��̂�
�@�@�u�v���O���}�u���R���g���[�����p�v���O������W�v
�@�@�@�@�|�V�[�P���X���Z�҂P�|
�@�@�@�@�@�@�@�@���v���@�ߑ�}���@�R�O�X�O�~�@�P�X�X�Q�N����
�ł��B���҂͎O�H�d�@�̕��ł����A�ǂ̃��[�J�̃V�[�P���T�ɂ��ʗp��
����e�ł��B
�@���������i��ŁA�u���̃��J�����ɂ́v�̊ϓ_�����
�@�@�u�K�g�V�[�P���X����v���O������ΏW�v
�@�@�@�@�@�@�\�}�t��
�@�@�@�@�@�@�@�F�J�@�p�����@�����H�Ɓ@�Q�T�O�O�~�@�Q�O�O�R�N����
����Ղ���邽�߂ɂ́A���邢�͐}�ʂ������č���Ă��炤���߂ɂ́A
�V�[�P���X�\�t�g�Ƃ͂܂���������ʂ́u�펯�v���K�v�ɂȂ�܂��B��
�ɁA�Ր�����O�ɏo�����ł��A���͎����ŕ��i��z�E���E�g���E�H
���܂ł�邱�Ƃ��������߂��܂��B����グ���
�@�@�u����Ցg�ݗ��Ă̎菇�Ǝ��ہv
�@�@�@�@ �����@��Y���@�@�Z�p�]�_�Ё@�P�U�O�O�~�@�P�X�W�P�N����
�@�@�u�}���@����Ղ̐v�Ɛ���v
�@�@�@�@�@�����@��Y���@�@���{���H�o�ʼn�
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�R�P�T�O�~�@�Q�O�O�O�N����
�@�@�@�@�@�@�����̓���͂قړ������e�ł�
�����Â��悤�ȋC�����܂����A���ȏ��ł�����B���ۂɔՂ����ƂȂ�
�Ƃ����ȃm�E�n�E���������܂����A���z�������ƈ�x���͂Ŕ�
��g��ł݂Ă���A�����Ƃ����Ղ����߂Ċώ@����Ƃ����Ȃ��Ƃ�
�C���t���Ǝv���܂��B
���Ƃ��A�Ֆʂɕt�������v��{�^���ނɂ��āu���ʂ��炢���炩��
������̍����܂Łv�Ǝd�l�ɏ����Ă��邱�Ƃ�����܂����A�v�͍�Ǝ�
�����ʂ̎p���ő���o����K�v�������ł��B
�V�[�P���X�͏o���邪�A���߂ĔՐ}���������l����A�Ղ̒��̐��@��
�Ղ̊O�`�ƈꏏ�Ƃ��A���ʂ̂��肬��܂Ŋ������t����i����̃t
�`���j�ȂǂƂ����}�ʂ�������ĉ��������o��������܂��B
�V�[�P���T�Ƃ����ƁA�ǂ����Ă��\�t�g�ʂ��\�ɏo�܂����i�Ō�܂Ŏ�
�Ԃ������邵�A����Ȃ�ɂ������낢�d���ł͂���̂ł����j�A�����
�������̂���邽�߂ɂ̓\�t�g�ȊO�̋Z�p���K�v�ł��B
�H���ɂ��ẮA�d�C�H���m�Ɠ����ȏ�̒m���E�Z�p�Ƃ������Ƃɂ�
��܂����B���i���Ƃ�Ȃ��܂ł��A�H���m�p�̃e�L�X�g��L���i��
�̂��߂̍u�K��e�L�X�g�Ȃǂ͕K�g�ł��B
���̂ق��A�J���\�t�g�i�ŋ߂͂قƂ�ǃp�\�R���p�j�Ƃ��A�}�ʏ���
�ɕK�v�Ȃb�`�c�\�t�g���g�����Ȃ��Ȃ���Ȃ�܂���B Window�\�t
�g�́AHELP�t�@�C�����ł����Ȃ��Ă��悢�̂ŁA�I�����C���w���v�ł�
�Ƃ�Ǘp�������悤�ł����A���́u�ǂ��ɏ����Ă��邩�v���L���̋�
�ɂƂǂ߂邽�߁A�K����x�͈�����ꂽ�}�j���A������K���܂ň�
�Ӂi�܂��ӂʼn\�Ȃ����j�ڂ�ʂ����Ƃɂ��Ă��܂����B
���̂���̓C���X�g�[���p�̂b�c�ɂo�c�e�`���̏ڍ׃}�j���A��������
�����ň�������قƂ�Ǔ����Ă��Ȃ��悤�ł����A��͂莄�͎茳�ɊJ
���\�t�g�Ƃ��֘A���i�̕������}�j���A���^�J�^���O���Ȃ��ƁA�ǂ���
���������܂���B
�p�\�R���i���͐�p�c�[���j�ƂƂ��ɁA�v���O���~���O�R���\�[���i�d
��^�̊ȈՃc�[���j���g����悤�ɂ��Ă����ĉ������B
���ЂƂA���发�ł͂���܂��A�l�Ŏ��{�ł��Ȃ��ł�����
�̐��E�̌��@�Ƃ������ׂ������K���ɂ��Ă�
�@�@�u�d�C�Ǘ��Z�p�ҕK�g�v�@�����d�C�Ǘ��Z�p�ҋ���
�@�@�@�@ 2001�N�ł̏ꍇ�@�I�[���Ё@�T�R�O�O�~
����ɂӂ�Ėڂ�ʂ��Ȃ�A���߂ĐE��̖{�I�̂ǂ̕ӂɂ��邩
�m�F�����������B
�C���^�[�l�b�g��������W�߁A�L�����Ԃ̐�y�B�̒m�b�����̂�
��Ȃ��Ƃł��B
�p�\�R���ʐM�̎��ォ�炠�邎���������̂e�`�t�H�[�����͏��̕��
�ŁA���͂����̉ߋ����O��O�O�ɓǂ�ŕ����܂����B
�����_�ł́A�Q�����˂�́u�H�w�E�@�B�v����Ԃɂ��₩�Ȃ悤��
���B���������E��������Ƃ��������ł�����A���ꂾ�������ׂĂƎv��
�̂͂ǂ��ł��傤�B
�i���X�����邳�����j��y�ɂ����Ƌ�������������g�ɕt�����
���ł��傤�B���̃z�[���y�[�W�̃����N�W�ɂ��A����̎d�����܂Ƃ߂�
�T�C�g���Љ�Ă��܂��B
GOOGLE�Ȃǂ̌����T�C�g�Œ��ׂ�ꍇ�������ł����A�u������ǂ�ŏI
���v�łȂ��֘A�����A�h���X���Љ�Ă��邱�Ƃ������̂ŁA�ǂ���
�s���Ƃ����Ɩ��ɗ����ɓ���܂��B
�f���ɂ��낢�돑������ł����āA�G�k�̂Ȃ��ɃL�����ƌ���L����
�����邱�Ƃ�����܂��̂ŁA���ɗ��������ȃj�I�C����������ߋ���
�O�ׂ�̂��ǂ��ł��傤�B
�@�����ł��蓖���莟��ɓǂނ̂́A���鎞���ɂ͕K�v�ł����A����
�@���ł�����Ă���ƁA�ꐶ�ǂނ����ŏI��邩���D�D�D
�ŏ��ɖ߂�
�������d�l��������A���̒ʂ���܂��������Ȃ��ꍇ�͕ʂł��B
���ʂ́A�ȒP�ȏ������������������A�����̐���������������A�u�E
�`�ɂ���܂œ����Ă�����̂Ɠ����ł�����v�ȂǂƂ������ƂɂȂ��
���B���Ɏd�l�����܂��Ă��Ȃ��Ă��u���Ԃ̏펯�v�Ƃ����̂�����܂��B
�n�[�h���ł͎��̂��ƂȂǂ��Œ�m�F���ׂ��ł��傤�B
�@ ���d���d���E���
�@ ���Փ����i�̎d�l�E���[�J�[�w��
�@ ���@�����i���~�b�g�E�Z���T�E�\���m�C�h�E���[�^
�@�@ �Ȃǁj�́A�@�B�n�̐v�Ō��܂邪���̎d�l�E��z
�@ ���Փ��d����H�̐���A�F
�@ ���Փ�������E���o�͔z���̐���A�F
�@ ���x�[�q�E�q�[�q�̎g�������A�}�[�L���O�A�[�q��
�@ ���ՊO�Őڑ�������ꍇ�̎d�l
�@ ������r�v�A�\�����̌`��E�F�E���E�ʒu
�@ ���e�ՁE�㗬�E�����Ƃ̂����E�x��o�́i�����
�@�@ ��Ȃǁj������ꍇ�A�ڑ����@�i�R�l�N�^���[�q��
�@�@ ���j�M���̎�ށi�h���C�ړ_���d���M�����Ȃǁj
�@ ���Փ��̈��S��i���d�ی�@�ǂ͈̔͂܂ł�邩�j
�@ �����L���i�Փ��^�@���j�Ȃǂ̕\�����@
�@ ���\�����A�V�[�P���T���j�b�g�̖��g�p���̏���
�@ ������~�����������̓���w��
��������������ׂ����b���̑O�ɁE�ǂ͈̔͂̎d�����i�Րv�E��
�i��z�E�g���E�\�t�g�E�����t���D�D�D�j�E�[���E���ς���@�Ƃ�����
���Ƃ�����킯�ł��B
�]�k�ł����A�n�[�h�W�Ŏ������܂ŃA���H�Ǝv�����d�l�́i�����
�D���ȐԉG�X�q�ŁA�������d�l�ʂ�ɂ�����킯�ł����j
�@ ���d����H�̂R���̐^����
�@�@ �@�e�d�H����̌Q�n�n��̎d�l�ł��B���Ȃ݂ɓ��Ђ̎O��n���
���ԕ��݂ł��B
�@�@�@ ���̂��ƁA�ʂ̌���ɍs���ĐԐ��������ɂ���̂�������A��
����Ă���悤�Ɏv���܂����B
�@ ���Z���T�̃V�[���h�́A�Z���T���ƔՑ��̗����ŃA�[�X
�@�@ �ɗ��Ƃ�
�@�@�@ ��Ԃ����邱�ƂȂ���A���[�v���ł���̂͂܂����ł���A��
�t����Ă݂����D�D
�@�@�@�@�@�@�������@���̌�̍��ځu�ڒn�E�A�[�X�̈����v���Q��
�@ �����[�^�̔z���͂��ׂĂQsq�ȏ�
�@�@ �@�T�O�v�̃X�s�R�����[�^��2sq�̑��c�P�[�u���������̂͑��
�@�ՊW�̋K�i�͂��낢�날��܂��B�܂����̉�ГƎ��̋K�i�Ƃ�����
���l�����܂��B�u�K�i�͂���v�ł��A��x���܂��Ă��܂��ƈȌ�͂�
��ɏ]�������Ȃ����Ƃ�����܂��B�i���Ƃ��Α����j
�@�@�R���R�����̏ꍇ�A������ォ��Ԕ���
�@�@�����̏ꍇ�@�{�ԁ@�|��
�Ƃ����̂��Ղ̐��E�̏펯�݂����ł͂���܂����A�����łȂ��ꍇ����
�L�̗�ł��B
�@���̎��̍��ڂŏ����ڂ��������܂����A�����d�͂̑��d���̐F�ʂ���
�̂܂ܒሳ���ɓK�p���ꂽ�悤�Ɏv���܂��B
�ŏ��ɖ߂�
����Ղ̓d�����E���ב��Ƃ��ሳ�i�𗬂Ȃ�U�O�O�u�ȉ��j�̔��ł���
��A�d���F�ʂɂ��ẮA�܂�
�@�i�d�l�P�P�R�S�u�𗬂̑��y�ђ����̋ɐ��ɂ����y�ѓ��̂̔z�u
�@�ƐF�ʁv���{�d�@�H�Ɖ�
������{�ɂȂ�܂��B
�ڍׂ͋K�i�������Ă��������Ƃ��āA�R���R�����̏ꍇ�A��L�̂悤��
�Ԕ��ŁA���͈��S�̂��ߐڒn���Ă��邱�Ƃ������ł��B
���̂ق��A�������d�l���Ƃ����̂�����܂���
�@����L�̋K�i�̌��ɉ�����t���Ă���
�E���y��ʏȁu�d�C�ݔ��H�����ʎd�l���v���͂��߁A�E�������ȁE���X
���ȁE�h�q���E�������ȁE�s�s��Ր������c�Ȃǂ��낢��ł��B
�@�قړ��������A�ꕔ�Ⴄ����������
�e�d�͉�Ђ̍����z���F�ʂƂ����̂�����܂��B
��͂�Ԕ�����{�̂͂��ł����A�����d�͍͂��Ԕ��������ł����A�X
�ɓd�͉�Ђɂ���Ă͂���ȊO���W���̂��Ƃ�����悤�ł����A�u����
�d�͉�Ђł��c�Ə��ɂ���ĈႤ�v�Ƃ��u�������ɂ��Ă͎��v�ƂƑ�
�k�v�Ƃ��u���׃o�����X�̒����Ȃǂ̂��ߑ��������ւ���v���Ƃ���
��悤�ł��B
�ŏ��ɖ߂�
�V�[�P���X�́A�����Ƃ��đS�T�C�N���X�L�����ł�����\����������
���ɂ��Ă�
�@�������Ǝ蓮�������፬���ɂ���Ƃ�
�@�����o�͂����������ɕ��U���ď����Ƃ�
�������Ƃ͓����܂��B���ʂ̃\�t�g�͂a�`�r�h�b�ł��b�ł��A���ߕ���
���������ւ���Ɠ��삪���������Ȃ�̂����ʂł����A�V�[�P���X��
�ꍇ�n�߂̂ق��ɏ����������Ō�Ɏ����Ă����Ă����C�Ȋ�����ē���
�Ă��܂����Ƃ�����̂��A�֗��ł����肨���낵���Ƃ���ł�����܂��B
����ǂ��A�ł��邾�����ꂵ�Ă������ق�����Ń����e����l�̂���
�i���N��̍�Ҏ��g��������Ȃ��j�ł��B�@���Ō��܂��Ă���Ƃ��ł�
�Ȃ��ł����A�����ԊW�┼���̊W�Ȃǂ����ȃ��[�J�[�̃V�[�P��
�X��`�����o���ł��A�قړ����悤�ȍ\���ɂȂ��Ă��܂��B�v��������
�ƊE�W���Ƃ������Ƃ���ł��傤���B�u�I�����d�l���v�Ƃ����d������
�����ł��A�Ȃ�ׂ����̃X�^�C����g�ɂ��邱�Ƃ��������߂��܂��B
�@�@����{�I�E���ʓI�ȕ���
�@�@���蓮�Ǝ����̐�ւ�
�@�@���蓮
�@�@������
�@�@���o�͕�
�Ƃ������Ƃ���ł��B
�����e�ȂǂŁA���ƂŃV�[�P���X��ǂ��������{�菇�́A���郂�[
�^���Ȃ����Ȃ��̂��i���邢�́A�Ȃ��]�v�ȂƂ��ɉ��̂��j��
��̂ɁA�܂��o�͕�������ۂ̏o�͖��߂�T��
�@���h�^�n�ԍ����ɕ��ׂ�̂��펯
���̏o�͖��߂��쓮���Ă���⏕�����[�������āA�Ƃ�����ɂ���
�̂ڂ�܂��B�Ȃ��A�o�͂���̏ꏊ�����ɏo��ꍇ�ł��A��x�⏕��
���[�Ŏ܂��B
�V�[�P���X�������ꍇ�́A�蓮���E���������ꂼ��ɏo�͂̂��߂̕�
�������[�ɏo�͂��A�������܂Ƃ߂Ď��o�͂��쓮���܂��B�\���̏o��
���i�܂������ĂȂ��o�͂��j�u�펞�n�e�e�v�̕⏕�����[�ŋ쓮����`
�ɂ��܂��B�܂��A���ꂼ��̏ꏊ�łǂꂮ�炢�̕⏕�����[��^�C�}�E
�J�E���^���g�p���邩���ς���A���炩���ߔԍ��̃u���b�N�����蓖��
�Ă����Ɨǂ��ł��傤�B�傫�ȃ\�t�g�ŁA�蕪�����ď����ꍇ�͂�����
��K�{�ł����A��l�ŏ����ꍇ����X������܂��B
��ł��ӂ�܂����A���݂̃V�[�P���X�͈�{�Ȃ��i�S�T�C�N���X�L
�����j����{�ŁA�������ɂ������߁A�����̐l�����S������A�����̃�
�[�`��������������ꍞ�肵�Â炢�ł��B
�@�����[�J�[�ɂ���Ă���Ȃ�̍H�v������A�܂������ł��Ȃ��Ƃ���
�����Ƃł͂Ȃ��B
�n�[�h�ʂ��猩��ƁA�����̓��i�b�o�t�j�����������u���M�������
�Ƃ肵�Ȃ��狤����Ƃ�����̂͂������ʂŁA�\�t�g�i�V�[�P���X�j��
�������������i��������悤�ł��B�R���s���[�^�����܂ꂽ����
�́A�i�����ȁj�b�o�t�������ɍ���A���o�͂����͂ރX�^�C���ł���
���A�������̂Ƃ��荡�╪�U�����̎���ł��B�C���^�[�l�b�g�͂��̍�
������̂ł��傤�B
�ŏ��ɖ߂�
����~�́u�������ɒ�~���邱�ƂŁA�z���̒f����ڐG�s�ǂł���
�S���ɂȂ�悤�a�ړ_���g���v�ȂǂƋ��ȏ��ɏ����Ă���܂��B���̒�
��ł����A�ǂ̂ւ��邩�͌������K�v�ł��B
�@����Ղ����Ă���悤�ȏȂ�L�������킳���d������
���ł����A����ɂ���Ắu����ȏ�s�Ǖi���o���Ȃ����߂̋}��~�v
�ɔ���~���g���ꍇ������܂��B
���d�M���g���������F�̂��߁A�n�e�e��Q���͏z�t�@������
�����B
�@ �����[�N��F����o���ďĂ�����̂��ߖ��ɓ���邪�A������ς�
�����Ɣ�����̂ŁA�K��������o����ԂŎ~�߂�B
�@�@�����K�̋}��~���ƃT�[�{���b�N��d���u���[�L���g���邪�A�d��
�@�@�@��������ƃ��J���t���[�ɂȂ��āA�������Ċ댯�ȏꍇ������B
�ȂǁA����~������炩�̓��삪�K�v�ȏꍇ������܂��B
�܂��A����~�������������Ƃ�\�����Ȃ�p�g���C�g�Ȃ�ŕ\����
��ꍇ�������̂ŁA�c�b�d����V�[�P���T�d�����ނ�݂ɐ�܂���B
���{�c�g�Ƌ�����Ƃ�����ꍇ�A���{�b�g�R���g���[���̂ق��ɔ���
�~�M���𑗂�܂��B�������Ƀ��{�b�g�͂������ɒ�~���܂����A�d����
���킯�ł͂���܂���B
�@���d�������ƁA���_���A�̎�Ԃ�������B
�ُ���Ƃ�̂�������A�o���邾����Ԃ��|�����ɑO�̑��������Ƃ�
�ĊJ�o����悤�ɗv������邱�Ƃ������ł��B
����~�͂a�ړ_��Ɏg���Ƃ��āA�u�ǂ̔���~�������ꂽ��
�\������v�ꍇ�́A���ꂼ��ɕʂɂ`�ړ_��t���邱�ƂɂȂ�܂��B�z
���̍H�������炷���߁A���_�`���i�����ȋK�i�����荇���Ă���j��
�͂���Ă��܂������A����~�ɂ͌�@�x�Ƃ����������ʂł��B������
�ł͐M�������Ȃ��ƌ������Ƃł��B���̂ق����S�W�̂��̂��Ƃ��Έ�
�S�v���O
�@�����{�b�g�̉ғ��͈͂ɍ�����āA��Ǝ҂����ɓ��鎞�́A�������
�@���v���O���A�����ē���B
�Ȃǂ�����~�ɏ����������ł��B
�@���̂�����ɂ��ẮA�W�҂ňӎv���ꂵ�ĕ����ɂ��ĕۊǂ����
�������z�����K�v�ɂȂ�Ǝv���܂��B
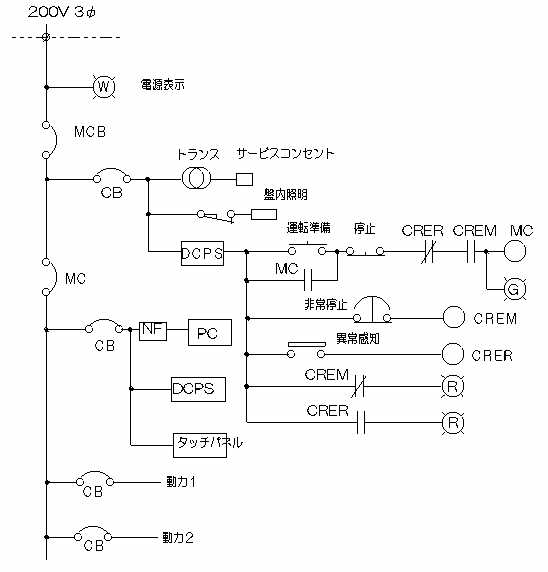
�d����H�̓�����ɁA�S�̂���J�킪����܂��B�����܂ł���
���A�ՂɎ������ꍇ�̈��S�̂��߂Ȃǂł����A�u�d���\�����v�u��
���Ɩ��v�u�T�[�r�X�R���Z���g�v�Ȃǂ���J��̓���������邩�A�A
�o�������邩�͍l�����̈Ⴄ�ꍇ������܂��B�����Ԋ֘A�ł́A��J
��͕K���Ղ̊O�œS���ɓ����Ƃ����̂������悤�ł��B
��J��͒ʏ�̍�Ƃł͓��ꂽ�܂܂ł��B�u�^�]�����v�{�^������
���ƁA���͉�H�������ĉ^�]�\�ɂȂ�A�u��~�v�������Ɠ��͂�����
�ĉ^�]���~�߂܂��B�^�]�����̂��ɁA�Z���N�g�X�C�b�`�ȂǂőI����
�ꂽ�������[�h�Ȃ�蓮���[�h�ɏ]���āu�����N���v�^�u�蓮�N���v�i
�X�̕����ɂ��āj�������ĉ^�]�ɓ���܂��B
�@�����������G�ȉ�H�ł́A�����^�]�ɓ��邽�߂̏�����������Ă���
�@�����ǂ������u���_�\���v��t���܂��B
���K�͂̔Ղł͉^�]�������N���Ƃ������Ƃ�����܂��B��~�{�^���͓�
�ɕt�����A�~�߂�Ƃ��͔���~�������Ƃ������Ƃ�����܂��B
�u����~�v�ʼn^�]�����������A����~�{�^�������Ƃɖ߂��Ă��A
�ċN������܂ʼn^�]�͏o���Ȃ��悤�ɂ��܂��B�傪����ȃ��C���ŁA��
�[�J���̐���Ղ���������蒆���Ƀ��C���S�̂�����Ղ�����ꍇ�A�N
�����X�̔Ղł�邩�A�����ł܂Ƃ߂Ă�邩�̐�ւ��ɂ��邱�Ƃ�
����܂��B���̏ꍇ�u�܂Ƃ߂Ē����ŋN���v���W���ł��B
�ُ�ɂ��Ă�
�@�@���N���͏o���Ȃ����A�^�]���ɔ��������Ƃ��蓮�ɂ�镜�A�^�]��
�\
�@�@���S�̂̉^�]���~�܂�
�@�@���W�̂��镔���̂ݎ~�܂�
�@�@�����ӕ\������
�Ȃǂ��낢��l�����܂��B�V�[�P���X�Łi�\�t�g�Łj�Ή�����
���ƂɂȂ�܂����A���ɏd�v�ȁi���S�Ɋւ���j���̂́A�n�[�h�Łi�d
����H�Łj�Ή����܂��B
�d����H�̃T���v���������Ă����܂��B����{�ƌ��������̂ł͂Ȃ��A
�ł����킹�^��{�\�z�̂�������Ƃ��Č��ĉ������B
�u���[�J�E�l�b�E�d��
�i�d���E�˓��d���̓I�������x�X�g����@��P�S�łɂ��j
�V�[�P���T�̐v�Ƃ����ƁA�\�t�g���\�ɏo�܂��B�u���[�J�̗e�ʂ�
���d���̑����Ȃǂ̓\�t�g���̗̕�����Ȃ��Ƃ���A�u���̏o�͂��I
�������Ƃ����[�^�����悤�ɂ��Ă���������v�ȂǂƓd�C�}�ʂ�
�l�ɔC���A�h�^�n�\�����������ɂЂ�����V�[�P���X�E���W�b�N�ɏW
���������������܂���(���̐̂̎��ł�)�A��{�͑�ł��B
���h�^�n�\�̓��[�v���ŁA��H�}�͂b�`�c�łƁu�������Ƃ��J����
�������A����̏C���������Ɏ����I�ɓ`���Ȃ��v�������ƁA��X
���ɂ��ڂɂ��������������܂��B
���[�^�����Ƃ��l���܂��B
�V�[�P���T�̏o�͂łl�b�i�}�O�l�b�g�E�R���^�N�^�j�̃R�C������
�킯�ł��B�����o�͂Œ��ړ������Ƃ��A�����[�����Ƃ��̘b�͒u��
�Ă����܂��B�J����肾�ƂقƂ�Ǔd�C��H���܂��A���ׂ�������
�Ə����d�͂��ӂ��Ă��܂��B���[�^�̏o����͈ȏ�̕��ׁ��u�ߕ�
�ׁv��������ƃ��[�^�͍S������Ď~�܂�A����ł��d�͂��������ꑱ
����Ɖ����o�āD�D�D�@�ƂȂ�܂��B��������m����̂��T�[�}������
�[�ł��B���쌴�����炵�Ă�����x�̎��ԁA�ݒ�ȏ�̓d�������ꑱ��
���Ƃ����삵�܂��B�T�[�}���̂a�ړ_���l�b�̃R�C���ɒ���ɓ�����
������͂������̒ʂ�B
�C���o�[�^�ʼnꍇ�́A�T�[�}���ɑ��������H���g�ݍ��܂�Ă�
��ƍl���āA�x��ړ_���g���Ăl�b���܂����A����ُ͈�̏ꍇ��
���ŁA�ʏ�̉^�]��~�̓C���o�[�^�̃R���g���[�����͂��g���܂��B
���[�^�̉��n�߂́u�~�܂��Ă�����̂����n�߂邽�߂̑傫��
�d���v���˓��d��������܂��B�Z���Ԃ̂��ƂȂ̂ŁA�ߕ��ׂƂ͋�ʂ�
�čl���܂��B�������n���E��~�i���]�E�t�]�j���J��Ԃ��ꍇ�́A���[
�^��l�b�̎����̓_������A���[�^�͉����ςȂ��ɂ��ēd���N���b�`
�Ŏ���A�T�[�{���[�^�ɂ����肵�܂��B�˓��d�����펞�ɑ���
�ǂꂮ�炢�����ނ��̖ڈ��Ƃ���
�@�@�\���m�C�h�@�@�@�P�O�{
�@�@���M�d���@�@�@�@�P�O�`�P�T�{
�@�@���[�^�@�@�@�@�@�T�`�P�O�{
�@�@�����[�@�@�@�@�@�Q�`�R�{
�@�@�R���f���T�@�@�@�Q�O�`�T�O�{
�@�@���ʂ̒�R���ׁ@�P�{
�C���o�[�^�쓮�̏ꍇ�A�ŋ߂̂��̂��ƂقƂ�Ǔ˓��͍l���Ȃ��Ƃ���
���悤�ł����A�O�̂��ߋZ�p���������Ă��������B�Ȃ��A�����̃����[
�i�r�r�q�j�͂����Z���Ԃ̃I�[�o�[���[�h�ɂ��ア���Ƃ����Y��Ȃ��B
�Ւf��i�u���[�J�j�ɂ��čl���܂��B�d���Ȃǂ��V���[�g����Ƒ�
���ȓd��������܂�����T�[�}�������������ł����ړ_���n�����ăR�C
���̓d������Ă����������܂܂Ƃ������Ƃ��N����܂��B�V���[�g
�ɑ��Ă͏u���ɓ��삵�A��d�������������Ƃ��̃A�[�N�i�d�C�n�ڂ�
���������j�ɋt����Đړ_�����������K�v������A�d����������������
�g���܂��B�Z���̏ꍇ�A������d��������邩�i���������Ă�����̒�
�i�̎Ւf�킪�K�v���j�́A�z�d�n���̍��{�̓d���g�����X�̗e�ʁE�d��
�̑����E�����Ȃǂ��猈�܂�u�ی싦���v�̘b�ɂȂ�܂����A��C�Z�p
�҂̗̕��ł�����f�l�͉������Ă����܂��B
�@�T�[�L�b�g�v���e�N�^�̓T�[�}���Ɠ����o�C���^�������Ȃ̂ŁA����
�ł������������쎞�Ԃ�������A���܂�d�͂�H��Ȃ��c�b�d���Ƃ��o
�k�b�̓��Ȃǂɓ���܂��B
�ߕ��ׂ̓T�[�}���B�Z���Ɠ˓��̓u���[�J�ł��B
�O���𗬂ł��ƂR�{�̐��œd�C��������킯�ł����A���K�̃��[�g
�ȊO�ɗ����Ɗ댯�ł��B
�@���@�B�̃t���[�����Ǝ҂̑̂�`���Ēn�ʂɗ����Ȃ�
������Ď����Ă���̂��R�d�Ւf��ŁA��i�d���̂ق��ɁA��i���x�d
���i15mA�Ƃ�30mA�Ƃ��R�d�ɑ���K�i�j�����܂��Ă��܂��B�ӂ���
�Ւf����m�e�a�A�R�d�Ւf����d�k�a�Ƃ��������������܂����u�O�҂�
�O�H�d�@�A��҂͕x�m�d�@�̏��i���B�E�`�ł͂��������I�v�ƃw�\��
�Ȃ���ꂽ���Ƃ�����܂��B�O�̂��߁B
�@�d���e�ʂ̓��[�^�̏ꍇ�A�ȒP�ɂ�
�@�@�A���ʼn�郂�[�^�͑䐔�~��i
�@�@���X���͍̂ő�̑䐔�~��i
�����v���āA���̂T�{���x�̗e�ʂ̃u���[�J�����܂��B���ׂ̏�
����Ă͂��̔������炢�ł��\���ł��B�T�{�Ƃ����̂͋N�������Ƃ���
�˓��d���ɔ����Ă���̂ŁA���b�̎��ԍ������ċN������̂��\��
��A�啝�Ɍ��点�܂��B
�d���̑����ɂ��ẮA�ڈ��Ƃ��Ăh�u���̏ꍇ
�@�@�O�D�V�Tsq�@�@�@�U�`
�@�@�P�D�Q�Tsq�@�@�P�O�`
�@�@�Q�D�Osq�@�@�@�P�T�`
�@�@�R�D�Tsq�@�@�@�Q�O�`
�Ƃ������Ƃ���B����͂��Ȃ�]�T�������Ĉ������ꍇ�Ȃ̂ŁA�z
���_�N�g�ɃM���E�Ƌl�ߍ��肵����b�͕ʂł��B
�@���d�͐����l�ߍ��ނƂ������y��܂����b�ł����D�D�D
�d���ɂ�锭�M�̖��ł�����A�펞�����d���̑傫�����猈�߂邱
�ƂɂȂ�܂��B
�ŏ��ɖ߂�
�@�H��̌���Ŏg���ݔ��Ɋւ��悤�ɂȂ������A�d�C�H��������ƃ_
�x���Ă��ăA�[�X�̘b�ɂȂ����Ƃ��u������d���̃A�[�X�ɂ��������
�Ȃ����Ă邩����v�ł��v�ƕ����āA�u�����Ⴄ�Ȃ��v�Ǝv���܂����B
���̓��{�Ŏg���I���`���݂����ȁA�Ƃ������I���`�����̂��̂̎���
���炱�̓��ɓ���܂����̂ŁA�g���Z�̋L���Ƃ��ɓ����ꎁ�̃A�[�X�V
���[�Y�Ȃǂ�����Ȃ�ɓǂ�ł��܂����B�m�C�Y�ɂ��듮���������
�h�����A���B��ő�̊S���ł������킯�ł��B
�@�ڒn�i�A�[�X�E�O���E���h�j�͑�ʂ��Ď����̎O�̖ړI������Ƃ�
��܂�
�@�@�P�D������̕ی�
�@�@�Q�D�m�C�Y�ɂ��@��̌듮��h�~
�@�@�@�@�@�@�O����m�C�Y������̂ƁA�������o���m�C�Y�̂��߂�
�@�@�@�@�@�@���̋@��ɖ��f��������ꍇ�̗���
�@�@�R�D�R�d�Ȃǂɂ��l�̎��̖h�~
�@���̒����ɂ͔𗋐j�ł����A�@���Őݒu��_�������܂��Ă��܂�����A
�H��ł͎�C�҂ɂ��C���ł��B
�Z��ɂ���H��ɂ���A�����Ȃ痋�����͂܂������͂��ł����A���ɂ�
���ēI�ɔ������闋�T�[�W�i�d���U���ɂ���Ĕ����j�͖ʓ|�ł��B
�A�[�X���Ă��邩����S�A�Ǝv���Ă���Ƌt�ɃA�[�X����T�[�W������
�т��肵�܂��B���̕ӂ̑�́A���͐��E�M�������킸�Ղ̊O��
�ɂȂ����Ă���d���ɂ�����ׂ�����Ƃ邱�ƂɂȂ�ł��傤���A
�ڂ������G���V�X�e���̎����Ȃǂ��������������B
�@�V�[�P���T����ɘb���i��A�u���̉^�]�����Ő���ɓ������v����
�����ł��B�Փ��O�̌������ԈႦ����A�\�t�g�ɕs�������Ɓu��
���Ȃ��v�u�듮�삷��v�̂ł�������܂��B
�Ƃ��낪�m�C�Y�̏ꍇ�́u�^�]�����v���͂����肵�Ȃ��ꍇ�������̂�
���B�u���̑傫�Ȃc�b���[�^�����ƁA�ߏ��̃Z���T���듮�삷��v��
�ǂ͌������͂����肵�Ď���ł��₷���̂ł����A�u�����������
���ǂ��듮�삷��B�m�C�Y�ł͂Ȃ����v�ƂȂ�Ɩʓ|�ł��B
�ڒn���m�C�Y��ɏd�v�Ȃ��Ƃ͒N���٘_���Ȃ��̂ł����A�ł̓m�C�Y
�ɂ��듮���h�����߂ɋ�̓I�ɂǂ����邩�A�ƂȂ��
�@�E�ȑO�m�C�Y�ɔY�܂��ꂽ�Ƃ����̕��@��������
�@�E�Ƃɂ������̌���͂��̕��@�Ɍ���
�@�E�̂��炱�����܂��Ă���
�@�E�킴�ƃA�[�X���Ȃ�
�ȂǁA���[�J�����[���i�Z�p�~�ς��邢�͖��M�j�����낢�날��܂��B
���܂ɂ����������Ȃ����Ƃւ̑�ƂȂ�ƁA���̏�Ŏ����Ă݂��
�ɂ��䂫�܂���B
�@�ڒn�Ɋւ��ẮA�u�@�Ō��܂��Ă���v���Ƃ����Ȃ���Ȃ�Ȃ�
���A�A�o����ꍇ�͌��n�œK�p�����K���ׂȂ���Ȃ�܂���B
�K�i�ȑ���ڒn���ƌ����Ă��A�m�C�Y��ɂ͕s�����̂��Ƃ������
���ł��B
�@�u�d�l�v�̍��ŏ����܂������A���́u�m�C�Y�ɂ͈�_�A�[�X�v�ƐM��
�Ă��܂������A��y���̂��ӌ����M�p�ł���T�C�g�{��Z�p������
���݂�ƁA�����g�ł͑��_�A�[�X�̕����ǂ��悤�ł��B
��̎������ʂŐ��S���g�������ɁA���_�̕����m�C�Y�����Ȃ��Ȃ��
�������ʂ��o�Ă��܂��B
�v�́A�����Ȓm�����x�[�X�ɁA���̌���ɂ����Ƃ��K�������@������
��Ƃ������Ƃł��傤�B�u����Ă݂��炱�ꂪ�ǂ������v���Ō�̌���
�Ȃ̂ŁA���l����݂�Ɩ{�����ȂƂ������Ƃ�����̂ł����B
���Ȃ݂Ɏ����d�����@�̐M�҂ł��Ă����̃m�C�Y�J�b�g�g�����X���g��
�ƃs�^���ƌ����ƐM���Ă��܂��B
�@���u���O�̍D���Ȃ悤�ɂ��v�ƂȂ�Ύ��̂悤�ɂ��܂��B
�Վ���̐ڒn�͈�_�W�������z�ł����A���̃A�[�X�o�[��݂������ɏW
�����܂��B�A�[�X���͓n�����炸�S���P�ƂŃA�[�X�o�[�܂ň����܂��B
�@���Չ�����Ɏ�Ԃ�������Ɠ{��ꂻ���ł���
�k�f�A�e�f���P�ƂŃA�[�X�o�[�ɗ��Ƃ��܂��B�O���M�����̃V�[���h��
�����Ɂi���������Ɂj���Ƃ��܂��B
�A�[�X�o�[�̂ǂ��ɗ��Ƃ��Ă���_�A�[�X�ƌ��Ȃ��킯�ł��ˁB
����ȂƂ��납�ȁB
�ŏ��ɖ߂�
�V�[�P���X�\�t�g�ōL���g���Ă��郉�_�[�}�́A���Ƃ��ƕ��i��g
�ݍ��킹�č�鐧���H�̓�����\�t�g�Ŏ��������邽�߂ɍ���܂�
���B�����H�͔z���Ō���Ă��܂�����A��H�}�̍ŏ��ɏ����Ă���
���ƍŌ�̃y�[�W�ɏ����Ă��낤�Ɠ����ɓ��삵�܂��B����A���_�[��
�v���O�����œ��삷��̂ŁA�v���O�������X�g�̎n�߂��珇�X�Ɏ��s��
�Ă䂫�܂��B�ׂ������Ƃ������ƁA���������[�E���p���߁i�v�Z�E���f
�Ȃǁj�͂��̎��_�Ŏ��s����܂����A�O���̓��́E�o�͂͌�ł܂Ƃ߂�
���s����̂����ʂł��B���̕ӂ͒ǂ��āB
���_�[����ʂ���s����ƁA�n�߂ɖ߂��ČJ��Ԃ��܂��B�S�v���O��
���X�L�������Ă����ł��B���̌o�������͈͂ł͈���̎��ԁi�X�L
�����^�C���j���P�O�O���������i�O�D�P�b�j���z����ƁA�{�^��������
�Ă��瓮�삷��܂łɒx��������܂��B
�@�����䂷����e�ɂ���āA�����Ƒ����������K�v�Ȃ��Ƃ�����ł���
�����B
�X�L�����^�C����Z������ɂ́A�E�b�o�t�̑��x���グ��E�\�t�g��
�ق��ōH�v���ĊW�Ȃ��Ƃ���͔���i�T�u���[�`���Ƃ��W�����v��
���j�Ȃǂ̎肪����܂����A�傫�ȃV�X�e���̏ꍇ�A���܂��������ĕ�
���̂b�o�t�ŏ���������̂��ǂ����@���Ǝv���܂��B���ɁA����قǑ�
�����Ȃ��V�X�e���ł��A�悭����ƁE�ʐM�E���x���߁E�T�[�{�E�^�b�`
�p�l���Ƃ������@�\�͐�p�̓��i�b�o�t�j�������j�b�g�ŏ������A�K
�v�ȐM�������C���ՂƂ��Ƃ肵�Ă��܂��B
�����̂��߈ȉ��̂悤�Ȑ�����l���邱�Ƃɂ��܂��B�����
�@�@�u�v���O���}�u���R���g���[���̐V�����v���O���~���O
�@�@�@�e�N�j�b�N�v
�@�@�@�@�@�@�@�@�@���v���@�ߑ�}���@�R�X�U�O�~
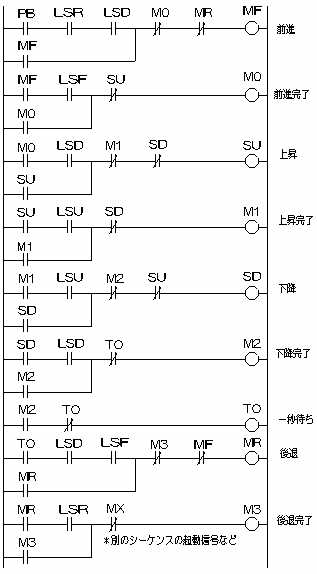
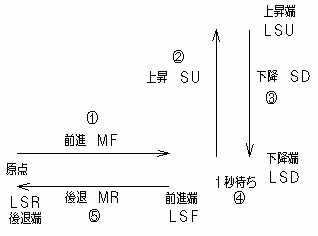
�̂S�O�y�[�W�ɂ���������ƂɎ�����������܂����B
�@�@�����[�̌��_����o������B
�@�@���N���{�^���o�a�Ń��[�^�l�e�őO�i����B
�@�@���O�i�[�ɒ�������\���m�C�h�r�t�ŏ㏸����B
�@�@���㏸�[�ɒ�������\���m�C�h�r�c�ʼn��~����B
�@�@�����~�[�ɒ�������^�C�}�[�ň�b�҂B
�@�@�����̂��ƃ��[�^�l�q�Ō�ނ���B
�@�@����ޒ[�ɒ����ďI���B
 �^�C�~���O�E�`���[�g�͂���Ȋ���
�^�C�~���O�E�`���[�g�͂���Ȋ���
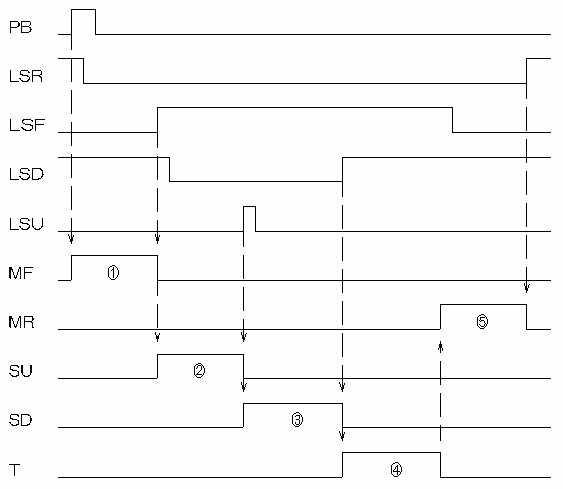 ���Ƃ��u�O�i����㏸�ֈڂ�^�C�~���O�v�͑O�i�[�������Ă����
�ǂ������ł����A�S�v���O�����X�L�����̏ꍇ�͂��̏��������������
�ʂ��ق��ɂ������āA�悯���ȂƂ���œ��삷�邨���ꂪ����̂ŁA��
�́u���ڊW�͂Ȃ����Q�Ƃ���M���i�C���^�[���b�N�j�v�������Ɏ��
����邱�ƂɂȂ�܂��B�����̓��o�͂����ł��܂��C���^�[���b�N����
����Ȃ���A�ʂɓ��������[�Ȃǂō��Ȃ���Ȃ�܂���B�ǂ���
�Ă��K�v�Ȃ�A�Z���T�𑝂₷�Ƃ���Ǝ҂��s�x�{�^���������ꍇ���o
�Ă��܂��B�C���^�[���b�N�ɂ�
�@�@���N���E��~�ȂǓ���̓����^�o���ł�����������悢
�@�@�����쒆�͂����Ɛ������Ă���K�v������
�̂Q��ނ�����܂��B
�����̊W������̂��^�C�~���O�`���[�g�ŕ��i�̃��_�[�͂��ꂪ
�o���Ă���Ζ��Ȃ��͂��ł����A�����ɂ͓������Ȃ���u���[�ł���
���B���[�ł��Ȃ��v�Ƃ�����܂���̂������グ�̂��Ȃ�̎萔�ɂȂ�
�܂��B�^�C�~���O�`���[�g��C���^�[���b�N�����ȂǁA�\�t�g�v���
���̂ق��A�Z���T�̑I������t�����@�Ɋ֘A���āu���m�����肵��
�������肷��v�u��x�͊��m���邪�������삷��͂��݂ɂ͂���Ă���
���v�ȂǂƂ��������J����݂̖����o�Ă���̂ł��B
�R���s���[�^�̓�������Ă䂭�ƁE�L���E���Z�E���f�Ƃ�������
������������X�Ɏ��s���Ă䂭���ƂɂȂ�A�����\��������@�Ƃ���
�t���[�`���[�g������܂��B�b�o�t�̓��삩��A���������̗����\��
����̂ɂ��p�����܂����A���J������u�������������ł��v�Ɠn
����邱�Ƃ�����܂��B
���̐��E�̋��ʌ�ł�����ꉞ�ǂݏ�����S���Ă���K�v�͂���܂�
���A���ꂾ���ł̓V�[�P���X�͏����܂���B�������ł����A�V�[�P��
�X�̊�{�͑S�v���O�����X�L�����ł���A���̃{�^�����������炠�̃�
�[�^�����Ƃ�������Ƃ����ׂĕ���ɏ�������̂ł�����u���X�Ɏ�
�s�v���邽�߂̂������Ƃ��ăC���^�[���b�N�Ȃǂ������ŁA�t���[�`
���[�g�����ł͕\��������Ȃ��̂ł��B
�]�k�ł����AWINDOW�v���O�����̓C�x���g�h���u���i���������^�j��
������A�X�̏����͂Ƃ������A�S�̍\���͓����悤�ȗ��R�Ńt���[�`
���[�g�ɏ��ɂ����ł��傤�B�u���X�Ɏ��s�v�𒆐S�ɕ\�������i��
���Ăr�e�b������A�����R�{�قǂ���ŏ����Ă݂ċC�ɂ����Ă���̂�
�����A����ɂ��Ă���قǁB
���Ƃ��u�O�i����㏸�ֈڂ�^�C�~���O�v�͑O�i�[�������Ă����
�ǂ������ł����A�S�v���O�����X�L�����̏ꍇ�͂��̏��������������
�ʂ��ق��ɂ������āA�悯���ȂƂ���œ��삷�邨���ꂪ����̂ŁA��
�́u���ڊW�͂Ȃ����Q�Ƃ���M���i�C���^�[���b�N�j�v�������Ɏ��
����邱�ƂɂȂ�܂��B�����̓��o�͂����ł��܂��C���^�[���b�N����
����Ȃ���A�ʂɓ��������[�Ȃǂō��Ȃ���Ȃ�܂���B�ǂ���
�Ă��K�v�Ȃ�A�Z���T�𑝂₷�Ƃ���Ǝ҂��s�x�{�^���������ꍇ���o
�Ă��܂��B�C���^�[���b�N�ɂ�
�@�@���N���E��~�ȂǓ���̓����^�o���ł�����������悢
�@�@�����쒆�͂����Ɛ������Ă���K�v������
�̂Q��ނ�����܂��B
�����̊W������̂��^�C�~���O�`���[�g�ŕ��i�̃��_�[�͂��ꂪ
�o���Ă���Ζ��Ȃ��͂��ł����A�����ɂ͓������Ȃ���u���[�ł���
���B���[�ł��Ȃ��v�Ƃ�����܂���̂������グ�̂��Ȃ�̎萔�ɂȂ�
�܂��B�^�C�~���O�`���[�g��C���^�[���b�N�����ȂǁA�\�t�g�v���
���̂ق��A�Z���T�̑I������t�����@�Ɋ֘A���āu���m�����肵��
�������肷��v�u��x�͊��m���邪�������삷��͂��݂ɂ͂���Ă���
���v�ȂǂƂ��������J����݂̖����o�Ă���̂ł��B
�R���s���[�^�̓�������Ă䂭�ƁE�L���E���Z�E���f�Ƃ�������
������������X�Ɏ��s���Ă䂭���ƂɂȂ�A�����\��������@�Ƃ���
�t���[�`���[�g������܂��B�b�o�t�̓��삩��A���������̗����\��
����̂ɂ��p�����܂����A���J������u�������������ł��v�Ɠn
����邱�Ƃ�����܂��B
���̐��E�̋��ʌ�ł�����ꉞ�ǂݏ�����S���Ă���K�v�͂���܂�
���A���ꂾ���ł̓V�[�P���X�͏����܂���B�������ł����A�V�[�P��
�X�̊�{�͑S�v���O�����X�L�����ł���A���̃{�^�����������炠�̃�
�[�^�����Ƃ�������Ƃ����ׂĕ���ɏ�������̂ł�����u���X�Ɏ�
�s�v���邽�߂̂������Ƃ��ăC���^�[���b�N�Ȃǂ������ŁA�t���[�`
���[�g�����ł͕\��������Ȃ��̂ł��B
�]�k�ł����AWINDOW�v���O�����̓C�x���g�h���u���i���������^�j��
������A�X�̏����͂Ƃ������A�S�̍\���͓����悤�ȗ��R�Ńt���[�`
���[�g�ɏ��ɂ����ł��傤�B�u���X�Ɏ��s�v�𒆐S�ɕ\�������i��
���Ăr�e�b������A�����R�{�قǂ���ŏ����Ă݂ċC�ɂ����Ă���̂�
�����A����ɂ��Ă���قǁB
�ŏ��ɖ߂�
����X�e�b�v�Ɉڂ邫�������́A�O�̃X�e�b�v���I���������ڂ���
�܂��B���̂悤�ɏ��X�ɃA�N�e�B�u�ɂȂ��Ă䂭���̂����_�[�ŕ\����
���i�Ƃ��āA�u�����������������邲�Ƃɂn�m���郊���[���ׂɈڂ�
�Ă䂭�i�V�t�g�j�v�d�|�����p�ӂ���Ă��܂����A���͎g�������Ƃ���
��܂���B
�X�e�b�v���n�m�^�n�e�e���邵�����Ƃ��ăZ�b�g�^���Z�b�g�������
�����A���Ƀx�e�����̕������@�x�ƌ����邱�Ƃ������ł��B�����
�����̏ꏊ�Ɏd�|������̂ŁA�V�[�P���X�����ɂ����Ȃ邽�߂��Ǝv
���܂��B
�����ȕێ��ȊO�̂��͉̂ƕ��ɍ����Ƃ������Ƃ��ȁH
�����𗝉����āA���ʂ��̗��������Ɏg�����炢�͋������͈͂����
�����ȁB
���i�ɂ͎g��Ȃ��Ă��A�Z�b�g�^���Z�b�g�͗L�p�ł��B�Ⴆ�Ύ�����
��ʂ��Ă��A���[�N���ǂ��܂Ői���o���Ă����Ƃ��A�ʂ̏ꏊ�ʼn�
�����s����Ă��悤�ƒ����ɓ��삳���邱�ƁA���Ƃ��Έُ폈���Ȃǂ�
�͋��͂ł��B�v�͕����̏ꏊ�Ɏd�|�����邱�ƂƁA�Z�b�g�������̂�
�ӎ��I�Ƀ��Z�b�g���Ȃ���Ȃ�Ȃ��Ƃ���������S���Ă����悢��
�ł��B���ǂ��ł����A���̍��ڂŐ������Ă���u�펞�X�L�����łȂ���
���v�ɏ����ꍇ�́A���ɂ��p�S�B���Ƃ��l�b�}�X�^�[�R���g���[����
���Ɏ��ȕێ��ŏ����ƁA�l�b�����Ώ]���Đ�܂����A�Z�b�g�ŏ�
�����o�͂͂��̂܂c��܂��B
���~�b�g�E�Z���T�E�����{�^���Ȃǂ̐M�����A��L�̃��_�[�ł̓��x
���Łi���̐M�����̂܂܁j�g���Ă��܂��B�����𗧂��オ��^������
����̂P�X�L���������A������p���X���߂Ŏg���ƁA�_������������
���ĉ�H���ȒP�ɂȂ邱�Ƃ�����̂ł����A�������@�x�ł��B���i��
�H���f�o�b�O���Ă��āA���X�ɃA�N�e�B�u�ɂȂ��Ă���͂����r���Ŏ~
�܂�Ƃ����̂��悭����܂����A���̍ۂǂ��ł������Ă��邩��Ńg
���[�X�ł��Ȃ��Ƒ�ύ���܂��B
�p���X���ƁA�ꔭ�o���̂��o�Ă��Ȃ������̂��́A�킩��ɂ����̂�
�����錴���ł��傤�B��L�̂悤�ɏ����ƁA�r���Ŏ~�܂����ӏ�����
������Ă���m���������̂Ńg���[�X���₷���Ƃ������Ƃł��B
���̂ق��A�p���X���߂̓T�u���[�`���Ƃ��W�����v�Ƃ��Ɋ֘A���āu
�X�L���������肵�Ȃ������肷��\���̂��镔���v�ɏ����Ɨ\������
��������邱�Ƃ�����̂ŗv���ӁB
�@���V�X�e���ɋN�����܂��B���ꂼ��̃}�j���A���Q�ƁB
�Ƃ͂����A�p���X���߂��L�p�ł��B
�@�@�E��������蓮�ɐ�ւ����Ƃ���ĂɌ�n��������B
�@�@�E���ʂ̂`�ړ_�̉����{�^���̓��͂���\�t�g�Ńg�O�����삳����
�Ƃ������ꍇ�A�p���X���g��Ȃ��Ɩʓ|�Ȃ��ƂɂȂ�܂��B
��L�̏������́u�����[�V�[�P���X����̒~�ς����ƂɃv���B�����
�Ă��������v�̗�̂���ł��B�N���̌������Ƃ͕����Ƃ����܂�
����A�V�������̓��ɓ����������u�Ȃ��������������������邩�v�͗�
�����Ĉ�x�͂��̃X�^�C���ŏ����ė~�����ł��B�Ӗ����l�����ɂ�����
�����悢�ł͐i�����Ȃ��ł��傤���A���ʂ̃R���s���[�^�\�t�g��
����������͔[�����ɂ����ʂ�����ł��傤�B�i���������ł����j
�ŏ��ɖ߂�
�����p�\�R��BASIC�ɂ͂܂�o��������́A����ꂽ�������e�ʂ̂Ȃ�
�Ŏd�����邽�߁A�u�X�y�[�X�ȂǓ��ꂸ�߂ď����v�u�s�ԍ����Ȃ��
���ȗ����ĕ����ŏ����v�u�v���t������q���C�Ɣ���v�Ƃ������X�^
�C�������s��܂����B�₪�āu�\�[�X�Ǝ��s�`�͕ʁv�Łu���������L�x�v
�ƂȂ��ăC���f���g�i�i�����j��������O�ɂȂ�A���s�̗�����Ȃ��
������₷�������A�ƂȂ�܂����B���݂̃v���O��������̓T�u���[�`
���Ƃ����Ƃ��������u��������Ղ����邽�߂̂������v���L�x�ɂȂ�
�Ă��܂��B�v���O�����̎�ȕ����͕ϐ��Ƃ��̏����ł����A����ɕ��G
�ȃv���O�����ɂ��Ή�����
�@�@�E�قȂ�����ނ̕ϐ����ЂƂ܂Ƃ߂ɂ��Ĉ���
�@�@�E�ϐ��̏����@�����̂ЂƂ܂Ƃ߂̒��ɓ���Ă��܂�
�Ƃ�������肩�����\�����̎�i�ł��B�v�͕��G�ȃv���O���������Ղ�
�����Ղ����āA�l���������Y���^�ێ琫���グ�悤�Ƃ������Ƃ�
���傤�B
�p�\�R��BASIC�ł́A�e�l�e�l�̏��������o�����̂Ɂi��ςȍ�Ƃł�
�����A�n�ӍH�v�����]�n���傫�������j�A�ŋ߂̃v���O���~���O��
�i���ʂƂ��ĕ��G����Ȃ��̂�������Ƃ͂����j�₽��K���ɔ�����
���B����ɏ]���Ă���Ԃ͂����Ƃ��̂��ł��܂����A�������̓s����
�K���̊O�ɏo�悤�Ƃ����
�@�����Ƃ��u�{�^���Ńs�b�v�Ƃ����̂͗^����ꂽ�����ŊȒP�ɂ�
�����邪�A���̃{�^���ɕ\�����镶���̐F�����ȊO�ɂ�����
��ςȎ�ԂŁu�җ�ȕ����ɑς���v���ƂɂȂ�܂��B
������ƒE�����܂����B�V�[�P���X�\�t�g�̏ꍇ�A�u���Ղ�����d�|
���v�͂�����x�p�ӂ���Ă��܂����A�ǂ��������͂قځu�S�|���������v
�Ƃ������Ƃł��B
�@���]���^�̃��_�[�}�ł̘b�ł��B
�R���s���[�^�\�t�g�ł́A���̂��g���̂��ێ炷��̂�������l��
�����ꍇ�u�����Ηǂ��v�̂ŁA�������Ȃǂ���肽���悤�ɂ��܂��B
������łȂ��Ă��A�\�[�X�͕��ʂ̃��[�U�ɂ͉�������܂���B�����
�䑕�u�́A�z���}�╔�i�\�Ɠ��l�Ƀ��_�[�}���ꏏ�ɔ[������̂�����
�ŁA����ɐݒu����Ă���ǂ�ǂ��������čs���܂��B�v���O��
���̌��₷���A�ێ炵�₷�����d�v�ȕi���Ȃ̂ł��B
�u�I�����d�l���v�̎d������A���q�l�̎d�l�Ɋ�Â��Ďd������悤
�ɂȂ����Ƃ��A�ŏ��ɋC�t�����ꂽ�̂́u�V�[�P���X�͑����̐l�̎��
�|����v�Ƃ������Ƃł��B����ɔ[�����A�����Ď��^�]���͂��߂�
�����B�s����ƂŏC�����ė��������Ă�������A����Ō�Ɏ�荞��
�ł��������_�[�Ə����ς���Ă��܂��B�ُ�\���Ƃ��O�㑕�u�Ƃ̎��
�����Ȃǂɂ��āA�q��̕ۑS�S������̓��Ɏ�����n�߂Ă����̂�
�����B�]���āu���̐E��Ō��߂�ꂽ�W����@�v�ɂ���č��Ȃ��Ɗe
���ʂɖ��f�������邱�ƂɂȂ�܂��B�ʂ̌�����������Ɓu����������
�����̂ق������₷���ێ���y���Ǝv���܂����A����ł̓_���ł����D
�D�v�Ƃ������Ƃɂ��Ȃ�̂ł����B
���Ɏ����̂́A�����Ђ̎d����������Ƃ��u�E�`�̕W���X�^�C��
�͂���������v�Ǝ����ꂽ���̂ł��B�ǂ̉�H�ɂ����̂܂ܓK�p�ł���
��ł͂���܂��A�l�����̈�Ƃ��ďo���Ă����܂��B
 ���Ղ�����d�|���Ƃ��āE�}�X�^�[�R���g���[���i�I�������Ȃ�C��
�^�[���b�N�ł����j�E�T�u���[�`��������܂����A�����͓��삪�Ⴂ
�܂��B
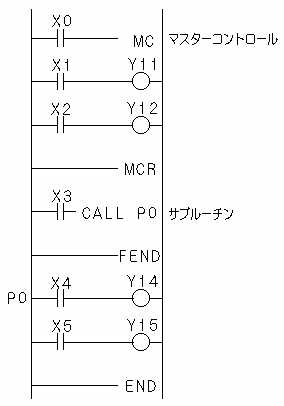
�}�X�^�[�R���g���[���́A�R���g���[������ړ_�i���̐}�ł͂w�O�j
���R���g���[������͈͂̊e��H�̓��i�w�P�C�w�Q�j�ɓ����Ă���̂�
�����ł��B�X�L�����͂w�O�ɂ�����炸���s�����̂ŁA�w�O���I�t��
���i�}�X�[�R�����[�����ꂽ�j�ꍇ�A�x�P�P�C�x�P�Q�͐�܂��B
����A�T�u���[�`���ł͂w�R���I�t����Ƃ��̕������X�L���������
���̂ŁA�x�P�S�C�x�P�T�̏�Ԃ́u�ȑO�̂܂܂ŕω����Ȃ��v���Ƃɂ�
��܂��B�܂�w�R�I���ŃT�u���[�`���ɓ����Ăw�S�C�w�T�I�����Ƃx
�P�S�C�x�P�T�̓I���ɂȂ��ł����A�w�R����Ă��x�P�S�C�x�P�T��
�I���̂܂܂ł��B�������w�S�C�w�T���I�t�ɂ��Ă����̂܂ܕω�����
����B�Ăтw�R���������Ƃ��w�S�C�w�T�����ăI�t�Ȃ�x�P�S�C�x�P�T
���I�t�ɂȂ�܂��B
���Ղ�����d�|���Ƃ��āE�}�X�^�[�R���g���[���i�I�������Ȃ�C��
�^�[���b�N�ł����j�E�T�u���[�`��������܂����A�����͓��삪�Ⴂ
�܂��B
�}�X�^�[�R���g���[���́A�R���g���[������ړ_�i���̐}�ł͂w�O�j
���R���g���[������͈͂̊e��H�̓��i�w�P�C�w�Q�j�ɓ����Ă���̂�
�����ł��B�X�L�����͂w�O�ɂ�����炸���s�����̂ŁA�w�O���I�t��
���i�}�X�[�R�����[�����ꂽ�j�ꍇ�A�x�P�P�C�x�P�Q�͐�܂��B
����A�T�u���[�`���ł͂w�R���I�t����Ƃ��̕������X�L���������
���̂ŁA�x�P�S�C�x�P�T�̏�Ԃ́u�ȑO�̂܂܂ŕω����Ȃ��v���Ƃɂ�
��܂��B�܂�w�R�I���ŃT�u���[�`���ɓ����Ăw�S�C�w�T�I�����Ƃx
�P�S�C�x�P�T�̓I���ɂȂ��ł����A�w�R����Ă��x�P�S�C�x�P�T��
�I���̂܂܂ł��B�������w�S�C�w�T���I�t�ɂ��Ă����̂܂ܕω�����
����B�Ăтw�R���������Ƃ��w�S�C�w�T�����ăI�t�Ȃ�x�P�S�C�x�P�T
���I�t�ɂȂ�܂��B
 ������������������̂�
�@ �������u���b�N�C�蓮�u���b�N�Ȃǂ̋��ɂ̓}�X�^�[�R���g��
�[�����g��
�@ ���v�Z���[�`���̂悤�Ɉ�����ŃX�L�����^�C���̒������Ȃ���
�̓T�u���[�`�����g��
�Ƃ��������ƂɂȂ�܂��B�����삯�o���̂���A�������T�u���[�`����
���������ߎ������ꂽ�Ƃ��̌�n���ɉ��������o��������܂��B
�@�����ȕێ��Ȃǂ��c���Ă��܂��B
�Ȃ�Ƃ��܂Ƃ߂āA���̌�P�O�N�ȏ�Q�S���ԉғ��̌���œ����Ă���
�����A�����p���������D�D�D
������������������̂�
�@ �������u���b�N�C�蓮�u���b�N�Ȃǂ̋��ɂ̓}�X�^�[�R���g��
�[�����g��
�@ ���v�Z���[�`���̂悤�Ɉ�����ŃX�L�����^�C���̒������Ȃ���
�̓T�u���[�`�����g��
�Ƃ��������ƂɂȂ�܂��B�����삯�o���̂���A�������T�u���[�`����
���������ߎ������ꂽ�Ƃ��̌�n���ɉ��������o��������܂��B
�@�����ȕێ��Ȃǂ��c���Ă��܂��B
�Ȃ�Ƃ��܂Ƃ߂āA���̌�P�O�N�ȏ�Q�S���ԉғ��̌���œ����Ă���
�����A�����p���������D�D�D
�ŏ��ɖ߂�
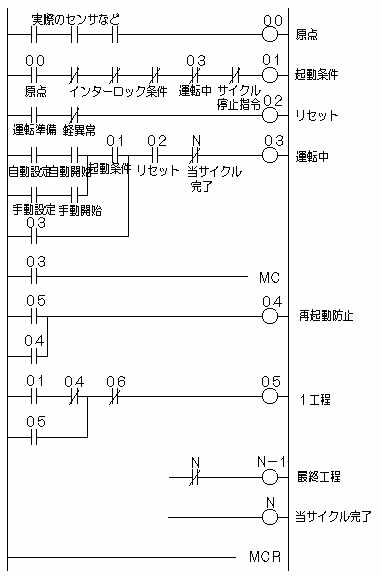
���̌o�������O�H�l�d�k�r�`�o�U�Řb��i�߂܂��B �\�����̈�̓���Ƃ��āA�r�e�b������܂��B�r�e�b�̓��_�[�}�� �����߃��X�g�Ƃ���������̎�ނł͂Ȃ��A����̗�����L�q�������� �ł��B �@���t���[�`���[�g�́u��������������������邽�߂̃R���g���[���� �������v�𒆐S�ɂ������̂ŁA�����Ⴂ�܂��B �����r�e�b�ŏ����ƁA���̂悤�ɂȂ�܂��B�r�e�b�͊e�X�e�b�v���� �X�Ɋ������i�A�N�e�B�u�j���Ă䂫�܂��B����������ƁA���������Ă� ��X�e�b�v�͕K��������Ȃ̂ŁA�C���^�[���b�N���啝�Ɍ���A�ȒP �ɂȂ�܂��B���ł́A���P�����灃�T���܂ł̓���̂ǂꂩ�����s���Ă���̂� �P���ȗ���ɂȂ�܂����A���ۂ̑��u���ƁE�`�����E�a�����E�b������ �����Ă`���I����ă��[�N���a�ɂ䂭�ƁA�`�͎��̃��[�N������� �Ƃ�����ɁA��̃V�[�P���X�������ŕ����̓��삪���s���� �邱�Ƃ�����܂����A���̏ꍇ�́u���ꂼ��̕��i���삷�镔���v���u ���b�N�Ƃ��܂��B
�@������O�H�ł̘b���ł����E���_�[�̕����E�r�e�b�̕����̏��Ɏ��s ����܂��B���_�[�̕����ł� �@ �������グ���Ɉ�����s����悢���� �@ ���r�e�b��L���Ƃ��邩�ǂ��� �@ �����X�L�������ĕK�v�Ȃ瑦���s����K�v�̂���ُ폈����ʐM�� �� �@ �����o�� �Ȃǂ������܂����A���i����Ƃ��낪�Ȃ���A�܂�ǂ̕������E�� �͂���Α����s�̕����@�Ȃ�r�e�b�͕s�v�Ƃ������Ƃł��B�r�e�b �́A�����X�e�b�v���Ƃɏ����ɉ����Ă��������փW�����v������悤�� �����\������͓̂��ӂłȂ��A�Ƃ��̖̂{�ɏ����Ă���܂����A���� ���������̂ɂԂ��������Ƃ��Ȃ��̂ł悭�킩��܂���B�o���͈̔� �ł́A���i��\������̂ɕ֗��ȓ���ł���u�����̓���ɓ���Ă� ���āv���ɂ����̂��Ǝv���܂��B
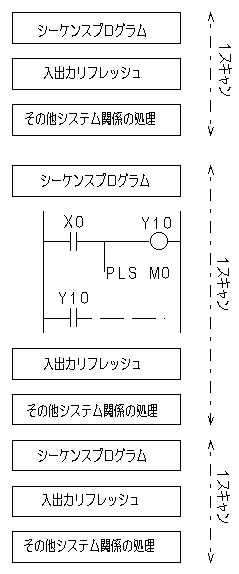
�V�X�e���������オ�����Ƃ��̏������Ȃǂ�ʂɂ���ƁA�V�[�P���T
�͏�}�̂悤�ɂR�̎d�����J��Ԃ��Ď��s���Ă��܂��B���ۂ̓��́i
�Ȃ����Ă���Z���T��X�C�b�`�Ȃǂ̏�ԁj����荞�݁A���ۂ̏o��
�i�Ȃ����Ă���\���m�C�h��[�^�Ȃǁj�����̂́A�P�X�L����
�Ɉ��܂Ƃ߂ĂƂ������@�ł��B��������t���b�V�����Ƃ����܂��B
���̂ق��ɓs�x�i�v���O�����̂��̕��������s�����Ƃ��j���o�͂�
��̂��_�C���N�g���Ƃ����āA���́^�o�͂��ۂ��ƃ_�C���N�g�ɏo����
�@�������܂����A���ʂ́u�K�v�Ȃ����ꂽ���������w�肵�āv�_�C
���N�g�ɂ��܂��B�_�C���N�g�̂ق����X�L�����^�C�������т邽�߁A��
�t���b�V�����̂ق����W���ł��B
���t���b�V�����̏ꍇ�A��ł͂w�O���I���ɂȂ����ƃV�[�P���X���F
������̂́A���̑O�̃��t���b�V���̎��_�ŃI���ɂȂ����ꍇ�ł�����A
�ň��P�X�L�������̎��Ԃ����x��闝���ł��B���̃V�[�P���X���ƁA�w
�O���I������Ɠ����ɂx�P�O���I������悤�ɂȂ��Ă܂����A���ۂɏo
�͂������̂́A���̉�̃V�[�P���X���I����ă��t���b�V�������Ƃ���
���B���������̍s�łx�P�O��ړ_�Ō��Ă��܂����A�����ł͂x�P�O�͂�
���ƃI���������ƂɂȂ�܂��B
�܂��l�O�́A���̃X�L�����̂o�k�r�@�l�O�ȍ~�̍s����A���̃X�L��
���̂o�k�r�@�l�O�̒��O�܂ŃI�����܂��B���t���b�V�����ŁA�����͂�
��v�Z���āi�V�[�P���X�������āj���o�͂���ƁA�ň��Q�X�L�����x��
�闝���ł��B
�����͂̓`���^�����O�悯�̂���10msec�قǓ��͂������Ă͂��߂Ċ�
�m����悤�ɂ��Ă���܂����A
�������[�V�[�P���X�ł͖��ɂȂ�Ȃ��������Ƃł����A�X�C�b�`��
�@���������[�ړ_�Ƃ��̓��͂́A�ڐG���镔���ł˂̂��߉��x���͂�
�@���݂܂��B�d�q��H���Ə������x�����o���x���������߁u��x������
�@�����ĂȂ��̂ɉ�����������悤�ɔF�������v���ۂ��o�܂��B
�}�O�l�b�g��\���m�C�h���@�B��������ߒʓd���Ă���{���ɓ���
�܂ő����x��܂�����A�u���t���b�V������ɂ��x��v�́A���܂�C
�ɂ��Ȃ��Ă��\���܂���B�����A���̖R�����̌��ł́A���ꃆ�j�b�g��
���o�͖��߂Ń��t���b�V�����̂��߂��A���o�͂ŗ����ɍ���Ȃ������
���ꂽ���Ƃ�����C�����܂��B
���͂��Ă���̂ɂn�m���Ȃ��Ƃ��A�o�͂��Ă���̂ɏo�Ȃ��Ƃ����u
�̏�v��u�z������ȂǃV�[�P���T�̊O���̕s��v�Ȃǂ́A�v���R
���i�v���O���~���O�E�R���\�[���j�ł��ȒP�Ƀ`�F�b�N�ł��܂��B����
���h�n�`�F�b�N�ł��ˁB���������d���ɂ́A�{�i�I�ȃc�[�����K��
�Ă��܂��B�����Ŏ��グ��̂́A�u���������V�[�P���X�Ŗ{���ɓ���
�̂��v�Ƃ����V�[�P���X�̊m�F�ł��B���@��g�ݏグ���ꍇ�A�Ղ͊���
���������o�͂��Ȃ��łȂ��ꍇ�A�V�[�P���X�������o���オ���Ă���
�ꍇ�Ȃǂ��l�����܂��B
�V�[�P���T�ɂ͓��́E�o�͂̊m�F�̂��߂ɂk�d�c�Ȃǂ��t���Ă��܂��B
���ۂɉ^�]�o����ꍇ�������ł����A�ŏ����V�[�P���T�̎��@�������āA
���͂̂��߂̃g�O���r�v�ȂǕt�������������ɓ������Ă݂邱��
���ł��܂��B���^�]�p�̃g�O���ƃ����v�������ƂȂ�p�l�����p
�ӂ���Ă���̂��������Ƃ�����܂��B�Ղ��J���Ȃ��Ă��ǂ��悤�Ƀ^
�b�`�p�l���Ɉꗗ������ꍇ���i���[�J�d�l�őg�ݍ��܂�Ă邱�Ƃ�
�j����܂��B�V�[�P���T���勳��͂������������ł��悤�B
���̂ق��u�����v�Ƃ��u���_���A�v�Ƃ������d�v�ȏ�Ԃɂ��Ă���
�ڂł킩��悤�ɔՖʂɕ\��������̂��悭����ł��B
�d���Ń��_�[���������̂̓p�\�R�������ʂł�����A�V�[�P���X��
���������j�^�����O�ł��܂����A���ʂŌ���͈͂͌��x������܂����A
��Ńg�O�����p�`�p�`���������G�ȑg�ݍ��킹��^�C�~���O�͏o���܂�
��B�X�Ƀp�\�R���Ƃ̃f�[�^�ʐM���^�C�~���O�I�ɂ��т����ꍇ������
�܂��B���K�V�[�ȕ��@�ł����A�܂��g�ɕt����ׂ��Z�p�ł͂���܂����A
�ʂ֗̕��ȓ�����g����悤�ɂ��Ă������ق����ǂ��Ǝv���܂��B�ȑO
�́u�f�o�o��䂠��ΐ��E���҂Ɋ|���Ĉꐶ�H���Ă䂯��v�Ȃǂƍ���
������y����������Ⴂ�܂������D�D�D
���j�^�������f�o�C�X���w�肵�Ăn�m�^�n�e�e��Ԃ⌻�ݒl���X�L��
�����ƂɋL�^���ă^�C�~���O�E�`���[�g�ɂ��Č�������@������܂��B
�L�^�̓V�[�P���T�̓������������g���̂ł����A���o�͂ɋL�^���u���O
�t�����邱�Ƃ��o���܂��B�̉��������y�����R����n�܂��ăf�W�^���I
�b�V���A���W�b�N�A�i���C�U���ł��B�ŋ߂̓p�\�R���ɂ������t�����u
��t���������ŁA��p���u�ƕς��Ȃ����\�邱�Ƃ��ł���悤��
�Ȃ�܂����B
��̑O�A���͓���m�F�̂��ߕʂ̃V�[�P���T�Ŏ��^�]�p�̃��_�[��g
��ŏo�͂�ω������ă^�[�Q�b�g�̓��͂ɓ���A���łɕ����̃|�e��
�V�����ւ��ăA�i���O���ω����������Ƃ�����܂��B���܂͏�L��
�p�\�R�����p�c�[���œ��l�̂��Ƃ��o����悤�ł��B�v�����@�ł͕���
�̃v���O���������s���đ���̂ŁE�ړI�̃V�[�P���X�E���^�]���邽��
�ɓ��͂�ω�������V�[�P���X�����̃p�\�R����ő��点�邱�Ƃ��o
���܂��B�܂���@�Ȃ��ŃV�[�P���X�̃`�F�b�N���o�����ł��B�ŋ�
�̎O�H�̃c�[�����g�����̌��ł́A���̕��@���[�����p�ɂȂ�Ɗ�����
�����B
�V�[�P���T�ɂ͕��ʂ̂h�^�n�̂ق��ɁA������C���e���W�F���g��
�i�b�o�t�������������j���u���Ȃ����Ƃ�����܂��B�V�[�P���T�̐�
�p�o�X�����Ȃ��{�I�Ȃ��Ƃ̓��[�J�[�ۏł����A�ʐM�|�[�g�o�R��
��g�p�ҐӔC�ɂȂ�܂��B�Q�R�Q�b�̏�艺��̃f�[�^�����j�^����`
�F�b�J�͂��̎�̃V�X�e����g�ݕێ炷�邽�߂̕K���i�ł��B�ǂ��炩
�Е��Ƀp�\�R�����p�̃^�[�~�i�������āA���悭����ł����A�L�[
�{�[�h���璼�ڏo���Ȃ��o�C�i���f�[�^��\�������著�M������o����
�ƕ֗��ł��B�����̔��M�^��M�����Q������k�`�m�̏ꍇ�͂���ɕ��G
�ɂȂ�A�C�[�T�l�b�g�ɂ̓X�j�b�t�@�Ƃ�������p�̃c�[��������܂��B
�V�[�P���T���o�ꂵ���Ƃ��A�]���^�̃����[�Ղ̃x�e�������̔�����
���āu����ł��������낤���I���͂���ŏ[���v�Ȃǂ����̂�����܂�
���B�i���Ԃ�j���Ȃ��̓V�[�P���T�̃x�e�����ł��傤���A���ݎ�����
�g���铹����ɂ������܂���悤�ɁB
���匴��
�@�}�ʂ����̉�����Ƃ��A�܂蒆�Ɋ���z�u������A���Ԃ�t
�@�����肷��Ƃ��A�E�ォ�牺�ցE������E�ւł��B
�����[�^�̉�]����
�ėp���[�^�̉�]�������Q�{����ւ��ċt�ɂ���̂͂悭���܂����A
���̂Ƃ��^�̐��i�u���j�͓��������A�����̂t���v����Ղ̏o�͒[
�q��œ���ւ��܂��B�u���͒������i���S�̂��߃A�[�X���Ă���j�Ȃ�
�œ���ւ��͔̂������ł��B�X�s�R�����[�^�Ȃǂ̓R���g���[����
���]�w�}�E�t�]�w�}���Ȃ��ւ��܂��B�����܂ł��Ȃ����Ƃł����A�T
�[�{���[�^�͐��̓��ꊷ���͐���߂ŁA�\�t�g�̐��]�w�}�E�t�]�w�}
��ύX���܂��B
�����E
�@�B�ɕ���������Ƃ��i�����Ă������ł����j�Ղ��ǂ��ɂ���������
�ʂ̔z�u�ɉe�����܂��B�]�[�����O����Ή�����蓮�̂r�v�E�����v
�͓��R�@�B�̔z�u�Ɠ��������ɕ��ׂ邱�ƂɂȂ�܂��B�ŏ�����@�B��
�Œ肷��Ղ͂Ƃ������A�Ɨ����Đݒu����Ղ̏ꍇ�A�����t���̒i�K��
�Ȃ��āu���͔��Α��ɒu�������v�ȂǂƂ����̂�������o�����Ă��܂��B
�����ԍ�
�Z���T��[�^�E�\���m�C�h�ȂNj@�B�ɂ�����̔ԍ���\������
�����̂����ʂł��B����ق���̂Ђǂ�����ł́A�v���[�g�ɍ���
���x�b�g�~�߂����肵�܂����A�e�v�����x�ŔF�߂��錻�������܂��B
������
�ݒu��A�ꏊ�̈ړ��Ȃǂŕ��������\��������Ƃ��́A�@�̔z��
���������₷���悤�ɒ��p�a�n�w��t�����肵�Ă����܂��B
�ЂƂ܂��I���܂��B